DIN-EN-ISO 18273 |
Si | Fe | Cu | Mn | Mg | Zn | Cr | Be | Ti | Bakiyesi | |
| S AL 1050 (Al 99,5) |
<0,15 | <0,15 | <0,02 | <0,02 | <0,02 | <0,04 | – | <0,0003 | <0,03 | <0,03 | |
| S AL 1450 (Al 99,5 Ti) |
<0,40 | <0,25 | <0,05 | <0,05 | <0,05 | <0,07 | – | <0,0003 | 0,10 – 0,20 | <0,03 |
–2000 serisi alüminyum alaşımı
Yüksek mukavemetlerinden dolayı genellikle havacılık sektöründe kullanılır. Sıcak çatlak riski en fazla olan seri olduğundan ötürü kaynaklanabilirliği en kötü olan seridir. 2319 ve 4043 alüminyum kaynak teli ile kaynayan 2219 ve 2519 gibi birkaç tane 2000 serisi alüminyum alaşımı vardır.
DIN-EN-ISO 18273 |
Si | Fe | Cu | Mn | Mg | Zn | Cr | Be | Ti | Bakiyesi | |
| S AL 2319 (AlCu6MnZrTi) |
<0,20 | <0,30 | <6,80 | <0,40 | <0,02 | <0,10 | – | <0,0003 | <0,02 | <0,05 |
-3000 serisi alüminyum alaşımı
Mekanik özellikleri orta olan bu serinin şekillendirilmeleri oldukça kolaydır. Genellikle ısı eşanjörlerinde ve klima parçalarında kullanılır. 4043 veya 5356 ile kolayca kaynayabilirler.
DIN-EN-ISO 18273 |
Si | Fe | Cu | Mn | Mg | Zn | Cr | Be | Ti | Bakiyesi | |
| S AL 4043 (AlSi5) |
<0,40-0,60 | <0,60 | <0,30 | <0,15 | <0,20 | <0,10 | – | <0,0003 | <0,15 | <0,15 | |
| S AL 5356 (AlMg5Cr) |
<0,25 | <0,40 | <0,10 | <0,05-0,20 | <4,50-5,50 | <0,10 | 0,06-0,20 | <0,0003 | <0,15 | <0,05 |
-4000 serisi alüminyum alaşımı
Birçok sektörde kullanılan bu alüminyum alaşımı mekanik değerleri kötü olmamakla birlikte kaynaklanabilirliği oldukça yüksektir. Ana malzeme olarak kullanılmasının yanı sıra 4000 serisi kaynak teli ile bir çok seriyi kaynatabildiğinden sarf malzeme olarak kullanımı da oldukça yüksektir. 4043 ile herhangi bir 4000 serisi ana malzemeyi kolaylıkla kaynatabiliriz.
DIN-EN-ISO 18273 |
Si | Fe | Cu | Mn | Mg | Zn | Cr | Be | Ti | Bakiyesi |
| S AL 4043 (AlSi5) |
<0,40-0,60 | <0,60 | <0,30 | <0,15 | <0,20 | <0,10 | – | <0,0003 | <0,15 | <0,15 |
-5000 serisi alüminyum alaşımı
Mekanik değerleri oldukça yüksek olan bu seri bir çok sektörde kullanılsa da özellikle alüminyum yat sektöründe oldukça tercih edilir. 5087, 5183, 5356, 5754 serilerinde alüminyum kaynak telleri mevcuttur.
DIN-EN-ISO 18273 |
Si | Fe | Cu | Mn | Mg | Zn | Cr | Be | Ti | Bakiyesi | |
| S AL 5087 (AlMg4.5MnZr) |
<0,40 | <0,25 | <0,05 | <0,70-1,10 | <4,50-5,20 | <0,25 | 0,50-0,25 | <0,0003 | <0,15 | <0,15 | |
| S AL 5356 (AlMg5Cr) |
<0,25 | <0,40 | <0,10 | <0,05-0,20 | <4,50-5,50 | <0,10 | 0,06-0,20 | <0,0003 | <0,06-0,20 | <0,05 | |
| S AL 5183 (AlMg4.5Mn0,7) |
<0,40 | <0,40 | <0,30 | <0,50-1,00 | <4,30-5,20 | <0,25 | 0,02-0,20 | <0,0003 | <0,15 | <0,15 | |
| S AL 5754 (AlMg3) |
<0,40 | <0,40 | <0,10 | <0,50 | <2,60-3,60 | <0,20 | 0,30 | <0,0003 | <0,15 | <0,05 |
-6000 serisi alüminyum alaşımı
Çatlama eğilimleri yüksek olduğu için kaynak reçetesine dikkat etmek gerekir. Genellikle köprülerin, kirişlerin ve bir çok yapı malzemelerinin içerisinde bulunur. İşlenebilirliği, kesilebilirliği ve kaynaklanabilirliği yüksektir. Genellikle 6061 serisi ana malzeme kullanılır. 4043 ve 5356 alüminyum kaynak teli ile kolaylıkla kaynar.
DIN-EN-ISO 18273 |
Si | Fe | Cu | Mn | Mg | Zn | Cr | Be | Ti | Bakiyesi | |
| S AL 4043 (AlSi5) |
<0,40-0,60 | <0,60 | <0,30 | <0,15 | <0,20 | <0,10 | – | <0,0003 | <0,15 | <0,15 | |
| S AL 5356 (AlMg5Cr) |
<0,25 | <0,40 | <0,10 | <0,05-0,20 | <4,50-5,50 | <0,10 | 0,06-0,20 | <0,0003 | <0,15 | <0,05 |
-7000 serisi alüminyum alaşımı
Yüksek mukavemetlerinden ötürü genellikle havacılık sektöründe kullanılan bu alüminyum serisi, sıcak çatlak, yorulma ve korozyon direncinin kötü olmasından ötürü kaynaklanamazlar. 7003,7005 ve 7039 gibi istisna olan birkaç tane serisi 5356 alüminyum kaynak teli ile kaynatılmalıdır.
DIN-EN-ISO 18273 |
Si | Fe | Cu | Mn | Mg | Zn | Cr | Be | Ti | Bakiyesi | ||||||
| S AL 5356 (AlMg5Cr) |
<0,25 | <0,40 | <0,10 | <0,05-0,20 | <4,50-5,50 | <0,10 | 0,06-0,20 | <0,0003 | <0,15 | <0,05 | ||||||
ALÜMİNYUM KAYNAĞI
Alüminyum oksit, alüminyum havaya maruz kaldığında neredeyse anında oluşur ve altındaki metalin korozyona uğramasını önler. Bu nedenle, bu yüzey tabakası alüminyumun dayanıklılığının anahtarıdır. Bu koruyucu tabaka 3700°F’de (2037°C) erirken altındaki saf alüminyum 1200°F’de (650°C) erir. Bu oksit tabakasını yırtıp aynı zamanda da alüminyuma zarar vermemek için gaz altında pulse yöntemi, argonda AC kaynak modu kullanılır.
Alüminyum Gaz Altı Kaynağı
Alüminyum gaz altı kaynağı, pulse yada double pulse kaynak modu ile yapılmalıdır. Darbeli kaynak modu (pulse) çift amperi aynı anda kullanmaya olanak tanır. Böylece üst amper oksiti kolayca yırtabilirken aynı zamanda düşük amperle de ısı girdisini minimize ederek ana malzemeye zarar vermez.
Yukarıda ki resim pulse kaynak modunun bir saniyede ki amper zaman değişimini göstermektedir. Bu şekle göre pulse frekansı 2 hz’dir. Bir saniyede kaç döngü olacağı belirlenir. Frekans alüminyum kaynağında oldukça önemli bir parametredir. Kullanacağımız kaynak makinesinin yetisi burada oldukça önemlidir. Bazı kaynak makinelerinin frekans aralığı oldukça dardır.
Adım adım gaz altı alüminyum kaynağının yapılışı,
1.Adım Uygun konfigürasyonu oluşturmak,
Pulse’lı yada double pulse’lı bir kaynak makinesini seçtikten sonra uygun kaynak teli seçmemiz gerekmektedir. Her bir alüminyum serisini her alüminyum kaynak teli ile kaynatamayız. Yukarıda alüminyum serilerinde uygun tel seçimlerini belirtmiştik. Telimizin normunu belirledikten sonra çapını belirlememiz gerekmektedir. Alüminyum kaynak teli oldukça yumuşak bir tel olduğu için, tel sürme esnasında bir çok problem ihtimali oluşur. Kaynak teli ayarladığımız hızlarda gelmezse ark yüksek voltaj etkisi gibi davranarak kontak tip memeye doğru yukarı çıkar ve sonunda kontak tip memeye yapışır. Tel kontak tip memeye yapışınca, makara grubundan sarmaya başlar. Prosesi oldukça yavaşlattığı gibi maliyetleri de yukarı çıkartır. Bu yüzden 0.8mm’den mümkün oldukça kaçınılmalıdır. Kaynak torcu bu olumsuz nedenlerden ötürü 3 metrenin üstünde olmaması gerekir. Torcun tel sürme spirali çelik değil teflon spiral olmalıdır. Tel sürme makaraları ve kontak tip alüminyuma uygun olan seri olmak zorundadır. Kullanacağımız kaynak gazı saf argon olmalıdır. Argon yerine helyum yada helyum argon karışımları da kullanılır. Helyum maliyeti oldukça yukarı çıkartırken kaynakta nufuziyeti artırır.
2.Adım Ön temizlik,
Kaynağa başlamadan önce ön temizlik yapmak önemlidir. Alüminyum oksit tabasını her ne kadar da pulse yöntemi ile yırtabilsek de, daha güzel görseller için alüminyuma uygun olan ekipmanlar kullanarak temizlenmesinde fayda var.
3.Adım Parametre ayarlamak,
Alüminyum kaynağında parametreler farklı sonuçlar doğurabilir. Çelik kaynağı gibi reaksiyon alamayız. Amper voltaj pulse veya double pulse ayarlarını malzememizin kalınlığına ve pozisyona göre deneyerek ayarlamalıyız. Bir çok yerde kaynak kalınlığına göre parametre aralıkları göreceksiniz. Bu çok doğru bir önerge değildir. Kaynakta bir çok farklı majör değişken vardır. Bunların hepsini bir araya getirip bir parametre oluşturmak mümkün değildir.
Isı iletkenliğine göre sıralanan genel metaller
Sıra Metal Isı İletkenliği [BTU / (saat · ft⋅ ° F)]
1 Bakır 223
2 Alüminyum 118
3 Pirinç 64
4 Çelik 17
5 Bronz 15
Alüminyum ısı iletkenliği oldukça yüksek olduğundan ark başlangıcında kaynak makinesinde sıcak başlangıç seçeneğini aktif edebiliriz. Bu sayede kaynağın başı da ortaları gibi homojen olacaktır.
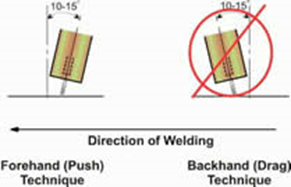
4.Adım Kaynak esnasında dikkat etmemiz gerekenler,
Kaynak torcu her zaman aşağıda ki resimde belirtildiği gibi gazı öne almalıdır. Aksi taktirde kaynak görseli kötü olacaktır.
Çelik kaynağının aksine alüminyum gaz altı kaynağında, kaynak gazını oldukça yüksek debilerde tutmamız gerekir. Mümkün oldukça gaz saatinde son değerlere yaklaştırmak bile iyi olacaktır. Kaynak bittiği noktada torcu hemen kaldırmamız gerekir. Son gaz en az dört beş saniye daha akıp krater çatlağı riskini ve görsel kirlenmeyi önleyecektir.