
Qaynaq ağzı, qaynaq prosesinin keyfiyyətini və birləşmənin möhkəmliyini birbaşa müəyyən edən ən vacib hazırlıq mərhələlərindən biridir. Xüsusilə qalın materialların qaynağında düzgün hazırlanmış qaynaq ağzı, qaynaq metalının kök hissəsinə tam nüfuz etməsini təmin edir, qaynaq qüsurlarının yaranma ehtimalını azaldır və uzunömürlü, etibarlı birləşmələrin əldə olunmasına kömək edir.
Müasir istehsalatda I, V, X, U, J və Cüt J kimi müxtəlif qaynaq ağzı növləri istifadə olunur. Hansı növün seçilməsi materialın qalınlığından, qaynaq üsulundan, tətbiq olunan standartlardan və layihənin texniki tələblərindən asılıdır. Bu səbəbdən düzgün qaynaq ağzının seçilməsi və dəqiq hazırlanması həm məhsulun keyfiyyəti, həm də istehsal səmərəliliyi baxımından böyük əhəmiyyət daşıyır.
Bu məqalədə qaynaq ağzının nə olduğunu, necə hazırlandığını, əsas növlərini, beynəlxalq standartlarını, hesablama üsullarını və peşəkar tətbiq texnikalarını ətraflı şəkildə izah edəcəyik. Bundan əlavə, qaynaq ağzı açma maşınlarının üstünlükləri və düzgün avadanlıq seçimi haqqında da faydalı məlumatlar təqdim edəcəyik.
Qaynaq ağzı, qaynaq ediləcək iki və ya daha çox metal hissənin birləşmə sahəsində müəyyən bucaq və formada hazırlanmış kənar hissəsidir. Onun əsas məqsədi qaynaq metalının birləşmənin kök hissəsinə tam nüfuz etməsini təmin etmək, möhkəm və uzunömürlü qaynaq tikişi əldə etməkdir. Düzgün hazırlanmış qaynaq ağzı qaynaq keyfiyyətini artırır, qüsurların yaranma riskini azaldır və xüsusilə qalın materialların etibarlı şəkildə qaynaq edilməsinə imkan yaradır.
Düzgün hazırlanmış qaynaq ağzı aşağıdakı üstünlükləri təmin edir:
Ümumiyyətlə:
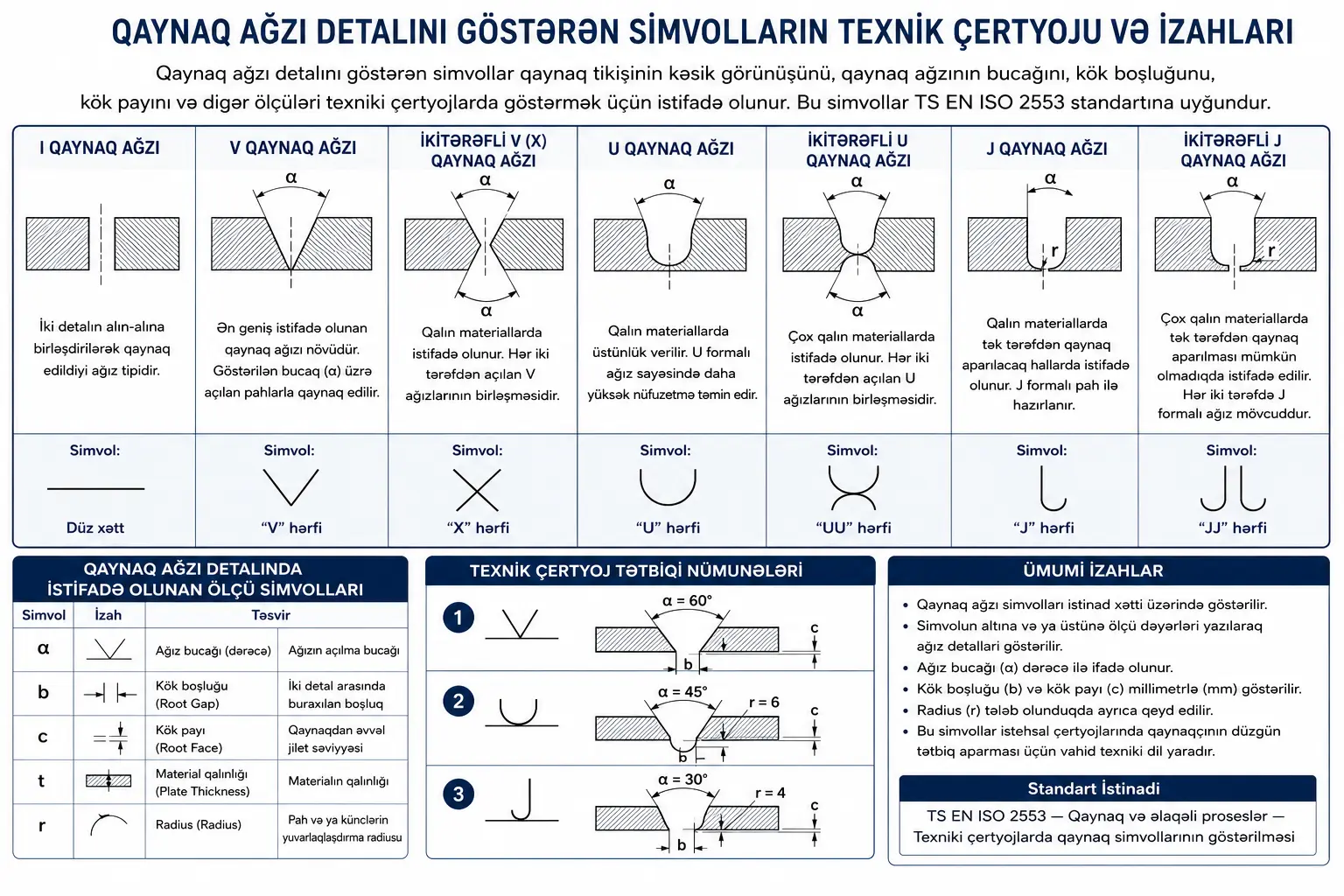
Standartlara əsasən ən geniş istifadə olunan qaynaq ağzı bucaqları aşağıdakılardır:
Ümumi bucaq:
Tək tərəfli pah bucağı isə əsasən:
dəyərlərində hazırlanır və tətbiq edilir.
Kök boşluğu, iki detal arasında qaynaqdan əvvəl məqsədli şəkildə saxlanılan məsafədir.
Ən geniş istifadə olunan ölçülər:
Kök boşluğu artdıqca qaynağın nüfuzetmə dərinliyi artır və kök hissəsinin tam birləşməsi daha asan təmin olunur. Lakin kök boşluğunun normadan artıq olması ərimiş metalın aşağı sarkmasına, yanma riskinin artmasına və həddindən artıq dolğu metalının yaranmasına səbəb ola bilər. Buna görə kök boşluğu texniki çertyojda göstərilən ölçülərə uyğun və dəqiq hazırlanmalıdır.
Qaynaq ağzı planya, frezləmə, CNC emalı, oksi-qaz və plazma kəsmə üsulları ilə hazırlana bilər. Lakin sənayedə ən geniş istifadə olunan həll qaynaq ağzı açma maşınlarıdır.
Bu maşınların əsas üstünlükləri bunlardır:
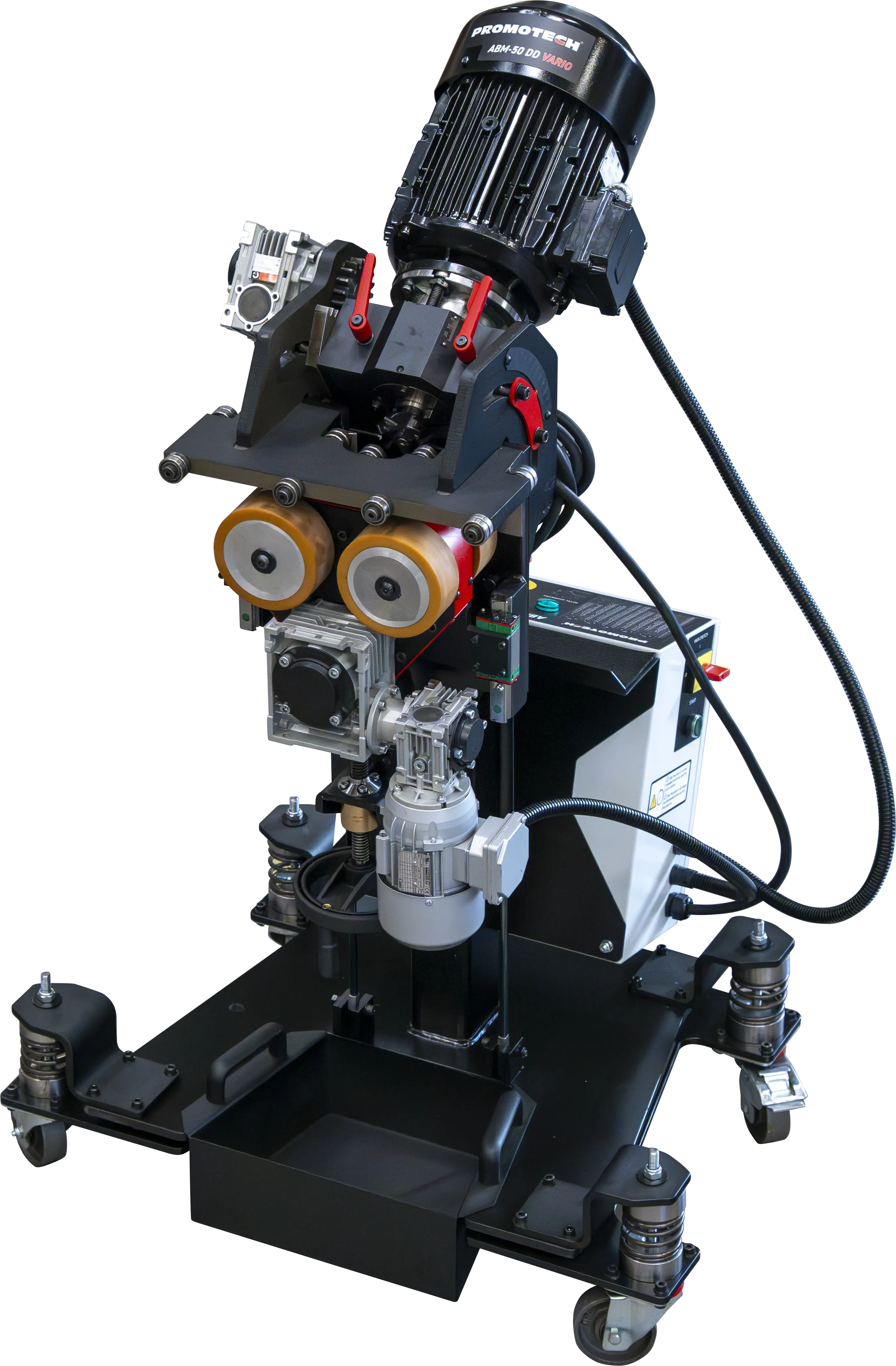
İstersen bunu Promotech BM-18, BM-21, BM-25 ve ABM-50 makinelerini örnek göstererek daha kurumsal bir blog formatında da hazırlayabilirim.
Qaynaq ağzı açmaq üçün manual, avtomatik, lövhə (plaka) tipli, boru tipli, karbid uclu və cutter (freze) uclu olmaqla müxtəlif növ maşınlar mövcuddur. İstehsal həcminə, material növünə və tətbiq sahəsinə uyğun olaraq fərqli modellər seçilir. Bu maşınlar dəqiq bucaq, yüksək səth keyfiyyəti və təkrarlana bilən nəticələr əldə etməyə imkan verir.
Qaynaq ağzı açma texnologiyasının qabaqcıl istehsalçılarından biri Polşa istehsalı Promotech şirkətidir. Promotech maşınları yüksək emal dəqiqliyi, güclü konstruksiyası, uzun alət ömrü və portativ istifadəsi ilə dünya üzrə gəmiqayırma, polad konstruksiya, enerji, neft-qaz və ağır sənaye sahələrində geniş istifadə olunur. Xüsusilə BM və ABM seriyaları yüksək məhsuldarlığı və etibarlılığı ilə peşəkar istifadəçilər tərəfindən üstünlük verilən həllər sırasındadır.






Qaynaq Ağzı Açma Maşınları haqqında daha ətraflı məlumat almaq üçün aşağıdakı keçidə klikləyə bilərsiniz
Promotech Qaynaq Ağzı Açma Maşınları
Qaynaq ağzının hazırlanması daşlama, plazma kəsmə, oksi-qaz kəsmə və ya frezləmə üsulları ilə həyata keçirilə bilər. Daşlama üsulu az sayda istehsal və sahə şəraitində tətbiqlər üçün uyğun olsa da, bucaq və ölçü dəqiqliyinin qorunması əsasən operatorun təcrübəsindən asılıdır. Plazma və oksi-qaz üsulları daha sürətli emal imkanı yaratsa da, yüksək istilik təsiri nəticəsində kəsim səthində oksid təbəqəsi və deformasiya yarana bilər. Buna görə də yüksək dəqiqlik tələb olunan istehsalatlarda frezləmə prinsipi ilə işləyən qaynaq ağzı açma maşınları ən düzgün seçim hesab edilir. Bu maşınlar tələb olunan bucağı yüksək dəqiqliklə hazırlayır, hamar səth keyfiyyəti təmin edir və əlavə daşlama ehtiyacını minimuma endirir.
Qaynaq ağzı hazırlandıqdan sonra səthin təmizlənməsi mütləq yerinə yetirilməlidir. Kəsmə zamanı yaranan bütün çapıqlar təmizlənməli, səthdə olan yağ, pas, boya, nəmlik və oksid təbəqələri tamamilə aradan qaldırılmalıdır. Çirkli səthlər qaynaq vannasında qaz əmələ gəlməsinə səbəb olaraq məsaməlilik (porozluq), şlak qalığı və birləşmə qüsurları kimi problemlərin yaranma ehtimalını artırır. Xüsusilə yüksək möhkəmlik tələb olunan polad konstruksiya tətbiqlərində səthin düzgün hazırlanması keyfiyyətli qaynaq qədər vacib istehsal mərhələsidir.
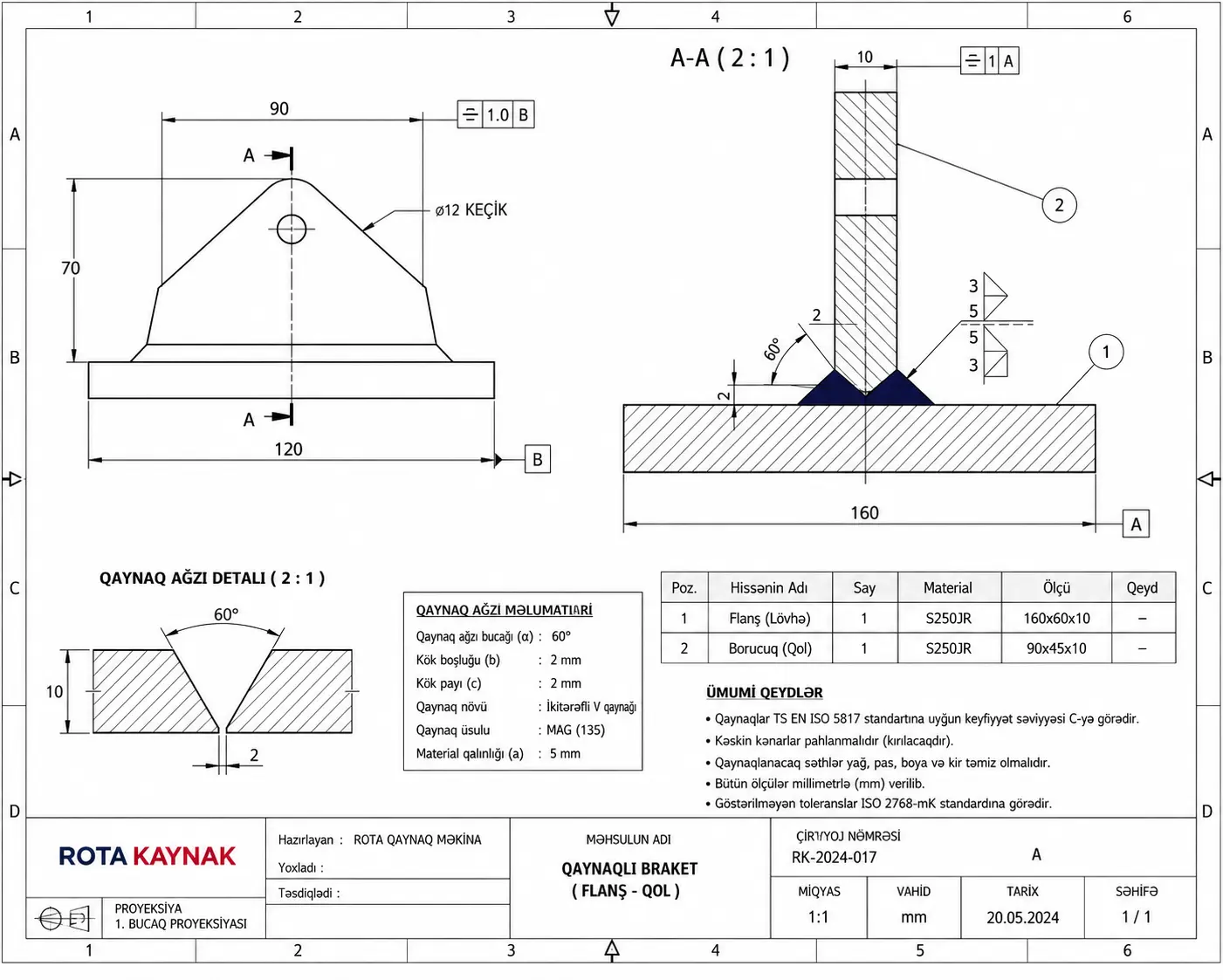
Hazırlıq tamamlandıqdan sonra şaquli lövhə, alt lövhə üzərinə texniki çertyojda göstərilən 2 mm kök boşluğu saxlanılmaqla nöqtə qaynaqları ilə bərkidilir. Nöqtə qaynaqlarının simmetrik və kifayət qədər sayda vurulması qaynaq zamanı yarana biləcək çəkilmələri azaldır və hissənin həndəsi ölçülərinin qorunmasına kömək edir. Daha sonra texniki çertyojda göstərilən qaynaq simvoluna uyğun olaraq hər iki tərəfdən qaynaq prosesi həyata keçirilir. Düzgün hazırlanmış V qaynaq ağzı sayəsində qaynaq metali kök hissəsinə tam nüfuz edir, ərimə çatışmazlığı və şlak qalma riski əhəmiyyətli dərəcədə azalır. Bunun nəticəsində daha yüksək mexaniki möhkəmlik, daha homogen qaynaq tikişi və daha uzun istismar müddətinə malik birləşmə əldə edilir.
Seriyalı istehsal müəssisələrində hər bir detal üçün qaynaq ağzının eyni bucaq və ölçülərlə hazırlanması keyfiyyət standartlarının qorunması baxımından böyük əhəmiyyət daşıyır. Manual üsullarda operator amilindən qaynaqlanan fərqlər qaçılmaz olsa da, peşəkar qaynaq ağzı açma maşınları eyni keyfiyyətdə təkrarlana bilən nəticələr təmin edir. Bu məqsədlə Promotech BM-18, BM-25 və ABM-50 kimi frezləmə prinsipi ilə işləyən maşınlar yüksək dəqiqlik, aşağı sərf materialı xərci, sürətli emal və üstün səth keyfiyyəti təmin edərək həm istehsal məhsuldarlığını artırır, həm də qaynaqdan sonrakı düzəliş işlərini minimuma endirir. Buna görə də ağır sənaye, polad konstruksiya, təzyiqli qabların istehsalı və seriyalı istehsal sahələrində bu tip maşınlar mühüm istehsal üstünlüyü yaradır.
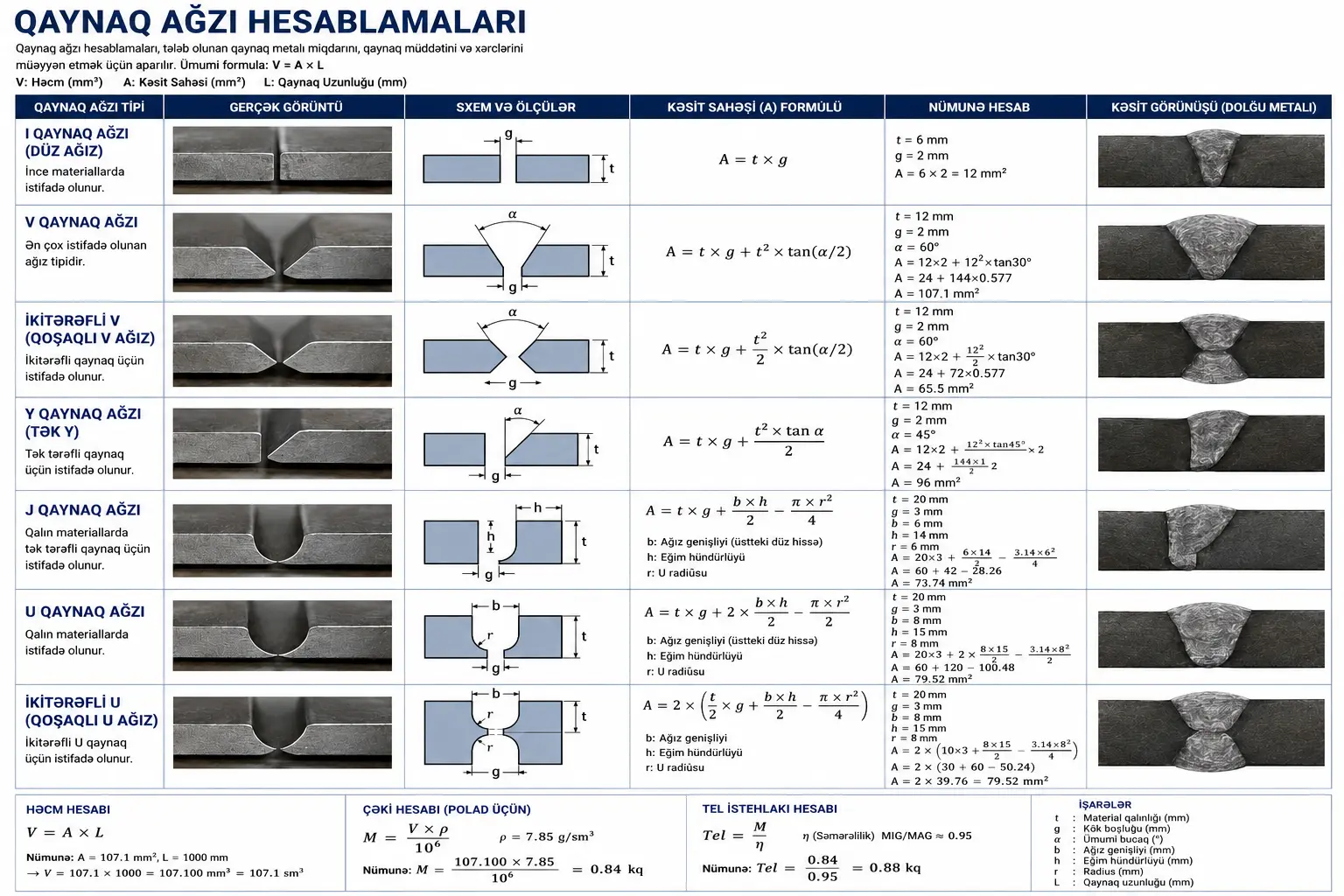
V qaynaq ağzı üçün düstur:
A = t × g + t² × tan(α/2) A = 12 × 2 + 12² × tan(60/2) A = 24 + 144 × tan30° A = 24 + 144 × 0.577 A = 24 + 83.1 A = 107.1 mm²
V = A × L V = 107.1 × 1000 V = 107 100 mm³ V = 107.1 cm³
M = (V × ρ) / 1000 M = (107.1 × 7.85) / 1000 M = 0.84 kq
Tel = M / η Tel = 0.84 / 0.95 Tel = 0.88 kq
12 mm qalınlığında poladda, 60° V qaynaq ağzı və 2 mm kök boşluğu ilə hazırlanmış 1 metr uzunluğunda qaynaq üçün təxminən 0.88 kq MIG/MAG qaynaq teli tələb olunur.
Qaynaq ağzının hazırlanması prosesinə başlamazdan əvvəl materialın qalınlığı, istifadə olunacaq qaynaq üsulu və tətbiq ediləcək qaynaq proseduru nəzərə alınmalıdır. İlk mərhələdə istifadə ediləcək qaynaq ağzı növü (I, V, X, U, J və ya İkitərəfli J) müəyyən edilir. Daha sonra qaynaq ağzının bucağı, kök payı və lazım gəldikdə kök boşluğu müvafiq standartlara və ya qaynaq proseduruna uyğun tənzimlənir. Bu mərhələ qaynaq tikişinin tam nüfuzetməsini təmin etmək və tələb olunan mexaniki möhkəmliyi əldə etmək üçün olduqca vacibdir.
Qaynaq ağzı daşlama, oksi-qaz kəsmə, plazma kəsmə və ya frezləmə üsulları ilə hazırlana bilər. Seriyalı istehsal və yüksək dəqiqlik tələb edən tətbiqlərdə isə frezləmə prinsipi ilə işləyən qaynaq ağzı açma maşınları üstünlük təşkil edir. Bu maşınlar vasitəsilə tələb olunan bucaq və ölçülər yüksək dəqiqliklə əldə olunur, səth keyfiyyəti yüksəlir, əlavə daşlama ehtiyacı azalır və qaynaqdan əvvəlki hazırlıq müddəti əhəmiyyətli dərəcədə qısalır.
Küt, qırılmış və ya aşınmış kəsici uclar səthin keyfiyyətini aşağı salır və maşının həddindən artıq yüklənməsinə səbəb olur.
Emala başlamazdan əvvəl texniki çertyojda göstərilən qaynaq ağzı bucağını (məsələn 30°, 37,5°, 45° və ya 60°) maşında düzgün şəkildə tənzimləyin.
Bələdçi səthlər iş parçası ilə tam təmasda olmalıdır. Boşluq və ya əyrilik yanlış bucağın yaranmasına səbəb olur.
Kəsicinin materiala öz sürəti ilə daxil olmasına imkan verin. Maşını güclə itələmək karbid uclara zərər verə bilər.
Emal zamanı ani sürətlənmə və ya yavaşlamadan çəkinin. Sabit sürət daha hamar səth keyfiyyəti təmin edir.
Qalın materiallarda böyük miqdarda talaşı tək keçiddə almaq əvəzinə, lazım gəldikdə bir neçə keçid (paso) tətbiq edin.
Talaşın kəsici zonada toplanmasına imkan verməyin. Davamlı talaş çıxışı həm səth keyfiyyətini, həm də alətin xidmət müddətini artırır.
Mühərrikin səsində güclənmə və ya dövriyyədə azalma hiss edilərsə, irəliləmə sürətini azaldın.
Xüsusilə başlanğıc və bitmə nöqtələrində maşının yana əyilməsinin qarşısını alın. Bu, bucaq dəqiqliyini qorumağa kömək edir.
Emal başa çatdıqdan sonra kəsici tam dayanmayınca maşını materialdan qaldırmayın. Bu, həm kəsici ucları, həm də işlənmiş səthi qoruyur.
Kəsicinin tam sürətə çatmadan materiala daxil edilməsi həm səth keyfiyyətini aşağı salır, həm də alətin ömrünü azaldır.
Maşınlar aşağı sürət – yüksək fırlanma momenti və ya yüksək sürət – aşağı fırlanma momenti prinsipi ilə işləyir. Sərt materiallar aşağı sürət və yüksək moment parametrlərində emal edilməlidir.
Əksər qaynaq ağzı açma maşınları yalnız bir istiqamətdə işləmək üçün nəzərdə tutulub. Tərs istiqamətdə işlətmək karbid uclara və freze başlığına ciddi zərər verə bilər.
Karbid uclarla qalın material emal edilərkən qaynaq ağzı bir neçə keçiddə hazırlanmalıdır. Məsələn, 20 mm qalınlığında materialda V qaynaq ağzı adətən 2–3 keçiddə hazırlanır.
Layihədən asılı olaraq qaynaq ağzı hər zaman materialın sonuna qədər açılmır. Son hissədə saxlanılan bir neçə millimetrlik topuq (Root Face) kök qaynağının keyfiyyətini və tam nüfuzetməni yaxşılaşdırır.
Qaynaq ağzının düzgün hazırlanması keyfiyyətli və möhkəm qaynaq birləşməsinin əsasını təşkil edir. Materialın qalınlığına, istifadə olunan qaynaq üsuluna və tələb olunan nüfuzetmə səviyyəsinə uyğun olaraq düzgün qaynaq ağzı növünün seçilməsi həm qaynaq keyfiyyətini artırır, həm də dolğu metalının sərfiyyatına, emal müddətinə və ümumi istehsal xərclərinə müsbət təsir göstərir.
I, V, X, U, J və İkitərəfli J kimi müxtəlif qaynaq ağzı növlərinin hər biri müəyyən tətbiqlər üçün hazırlanmışdır. Buna görə qaynaq işlərinə başlamazdan əvvəl düzgün ağız həndəsəsinin müəyyən edilməsi, uyğun emal üsulunun seçilməsi və bütün hazırlıq işlərinin müvafiq standartlara uyğun aparılması böyük əhəmiyyət daşıyır.
Rota Qaynaq olaraq biz plazma kəsmə sistemləri, qaynaq ağzı açma maşınları, pah qırma həlləri və sənaye qaynaq avadanlıqları ilə istehsal proseslərinizdə yüksək keyfiyyət və məhsuldarlıq əldə etməyinizə kömək edirik. Qaynaq ağzı hazırlama avadanlıqları barədə texniki dəstək və ya məhsul məlumatı almaq üçün bizimlə əlaqə saxlaya bilərsiniz.
Rota Kaynak, Promotech-in Türkiyə üzrə rəsmi distribütorudur və Azərbaycandakı müştərilərinə orijinal Promotech qaynaq ağzı açma maşınları, texniki dəstək və peşəkar satış xidməti təqdim edir. Türkiyə ilə Azərbaycan arasındakı ticarət üstünlükləri sayəsində bir çox məhsul gömrük baxımından daha əlverişli şərtlərlə təchiz oluna bilir. Məhsullar və layihənizə uyğun həllər barədə ətraflı məlumat almaq üçün bizimlə əlaqə saxlaya bilərsiniz.